
Poka-yoke is a technique for avoiding simple human error in the workplace. Also known as mistake-proofing, goof-proofing, and fail-safe work methods, poka-yoke is simply a system designed to prevent inadvertent errors made by workers performing a process. The idea is to take over repetitive tasks that rely on memory or vigilance and guard against any lapses in focus. Poka-yoke can be seen as one of the three common components of Zero Defect Quality Control performed by Japanese companies (source inspection and feedback are the other two).
Dr. Shigeo Shingo, a renowned authority on quality control and efficiency, originally developed the mistake-proofing idea. Realizing its value as an effective quality control technique, he formalized its use in Japanese manufacturing as the poka-yoke system. One hundred percent inspections catch unacceptable products but do nothing to improve the process. Shingo was emphatic that the purpose of this system be to improve the process not sort out defective parts.
Today, this concept is in wide use in Japan. Toyota Motor Corporation, whose production system Shingo helped design, averages twelve poka-yoke devices per machine in their manufacturing plants, thus validating the concept as beneficial to industry. Patel, Dale, and Shaw, in the article "Set-Up Time Reduction and Mistake Proofing Methods: An Examination in Precision" list the potential benefits as:
- elimination of set-up errors and improved quality
- decreased set-up times with associated reduction in production time and improved production capacity
- simplified and improved housekeeping
- increased safety
- lower costs
- lower skill requirements
- increased production flexibility
- improved operator attitudes.
In a Quality magazine article, Melissa Larson provides interesting details about benefits resulting from the implementation of poka-yoke systems at the Supply Support Activity (SSA) at Fort Carson, Colorado, a military retail supply operation of the U.S. Army.
Inventory, receipt, and batch processing all improved quantifiably. Location survey accuracy was approximately sixty-five percent prior to implementation. After implementing the use of the bar-code readers location accuracy increased to ninety-eight percent. Inventory adjustments averaged $3000 a month. Inventory adjustments dropped to an average of $250 per month.
The rate of incorrect receipt closures to the supplier had been ninety percent. This rate dropped to zero percent. Batch processing was also significantly improved. Traditionally, the SSA had approximately fifteen to twenty batch processing failures per month, and a myriad of system file failures due to operators performing the process out of proper sequence. Since the poka-yoke implementations, there have been zero batch process failures.
Catalog update improvements also resulted. The error rate was twenty-two percent but dropped to zero percent. Original request processing time was 12.5 days, but with the new request processing time is 1.6 days. Actual dollars invested in these activities totaled less than $1000.
TYPES OF POKA-YOKES
Poka-yoke is based on prediction and detection. That is, recognizing that a defect is about to occur or recognizing that a defect has occurred. Consequently, there are two basic types of poka-yoke systems. The control poka-yoke does not allow a process to begin or continue after an error has occurred. It takes the response to a specific type of error out of the hands of the operator. For example, a fixture on a machine may be equipped with a sensing device that will not allow the process to continue unless the part is properly inserted. A 3.5-inch floppy disk will not work if inserted backwards or upside down. As a matter of fact, it won't fit into the drive at all unless properly inserted. A second type of poka-yoke provides some type of warning when an error occurs. This does not prevent the error, but immediately stops the process when an error is detected. This type of poka-yoke is useful for mass production environments with rapid processing as the device prevents mass production of scrapped material. For environments where large losses of time or resources do not result, a warning poka-yoke is warranted. All that is needed is a way to ensure that the error is investigated and corrected in a timely manner.
Poka-yokes can be as simple as a steel pin on a fixture that keeps incorrectly placed parts from fitting properly, or they can be as complex as a fuzzy logic neural network used to automatically detect tool breakage and immediately stop the machine. Surprisingly, the simple low-cost devices tend to be in the majority. Regardless of degree of simplicity, all poka-yokes fall into one of three categories: contact methods, fixed-value methods, and motion-step methods. Each is briefly discussed.
CONTACT METHODS.
Contact methods are based on some type of sensing device which detects abnormalities in the product's shape or dimension and responds accordingly. Interference pins, notches with matching locator pins, limit switches and proximity switches are sometimes used to ensure that a part is positioned correctly before work occurs. Asymmetric parts with matching work fixtures can also alleviate incorrect positioning. If orientation is not critical, symmetrical designs can then be used to prevent defects.
Contact methods are useful in situations which encourage mistakes. Such situations involve rapid repetition, infrequent production, or environmental problems such as poor lighting, high or low heat, excess humidity, dust, noise, or anything which distracts a worker. Paul Dvorak, in "Poka-Yoke Designs Make Assemblies Mistakeproof," an article appearing in Machine Design, recommends that the maintenance engineer investigate at least four areas for potential problems that require contact method solutions:
- Look for where the product will fail if parts are assembled incorrectly.
- Look for small features critical to proper assembly.
- Beware of relying on subtle differences to determine top from bottom or front from back, especially if the parts are painted dark colors.
- Beware of designs so complicated that they confuse inexperienced operators.
FIXED-VALUE METHODS.
Fixed-value methods are used in processes where the same activity is repeated several times, such as tightening of bolts. This method frequently involves very simple techniques, such as methods that allow operators to easily track how often this activity has been performed. Dvorak gives the example of an operator who is responsible for tightening down six bolts on a product. Before passing the product on, the tightening process is performed a fixed number of times (six). A simple poka-yoke device would incorporate the use of a wrench dipped in diluted paint. Since untightened bolts will not have paint on them, the operator can easily see if he or she has performed the process the required number of times. A second example (from Dvorak) would be the use of packaged material in the exact (fixed) quantities needed to complete the process. If the bolts were stored in containers of six, the operator could easily see when the process was still incomplete as the box would still contain one or more bolts.
MOTION-STEP METHOD.
The motion-step method is useful for processes requiring several different activities performed in sequence by a single operator. This is similar to the fixed-value situation in that the operator is responsible for multiple activities but instead of performing the same activity multiple times the operator performs different activities. First, each step in the
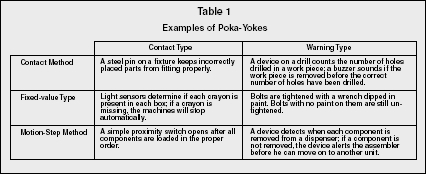
Examples of Poka-Yokes
| | Contact Type | Warning Type |
| Contact Method | A steel pin on a fixture keeps incorrectly placed parts from fitting properly. | A device on a drill counts the number of holes drilled in a work piece; a buzzer sounds if the work piece is removed before the correct number of holes have been drilled. |
| Fixed-value Type | Light sensors determine if each crayon is present in each box; if a crayon is missing, the machines will stop automatically. | Bolts are tightened with a wrench dipped in paint. Bolts with no paint on them are still untightened. |
| Motion-Step Method | A simple proximity switch opens after all components are loaded in the proper order. | A device detects when each component is removed from a dispenser; if a component is not removed, the device alerts the assembler before he can move on to another unit. |
process is identified by the specific motions needed to complete it. Then devices are created to detect whether each motion is performed and then alert the operator when a step is skipped. An assembly process could utilize a device that senses when all required components are present at the start of the process for each unit. The devices could then detect when each component is removed from its dispenser, If a component is not removed, the sensing device alerts the assembler before he/she can move on to another unit.
SELF CHECKS
Poka-yoke devices which provide the fastest possible feedback about defects and allow workers to assess the quality of their own work are referred to as self-checks. Self-checks can be used to allow workers to rapidly identify slips or work errors such as incomplete or omitted operations and to verify the existence or absence of an attribute. For example, at Brigham and Women's Hospital, a computer system is used to check and process doctors' prescriptions.
EXAMPLES.
A number of "real world" applications are presented in the business and engineering literature. Below are a list of examples of poka-yoke applications. James R. Evans and William M. Lindsay present these examples in their book The Management and Control of Quality:
- Color-coding a wiring template to assist the worker.
- Installing a device on a drill to count the number of holes drilled in a work piece; a buzzer sounds if the work piece is removed before the correct number of holes has been drilled.
- Cassette covers were frequently scratched when the screwdriver slipped out of the screw slot and slid against the plastic covers. The screw design was changed as shown in Table 1 to prevent the screwdriver from slipping.
- A metal roller is used to laminate two surfaces bonded with hot melted glue. The glue tended to stick to the roller and cause defects in the laminate surface. An investigation showed that if the roller were dampened the glue would not stick. A secondary roller was added to dampen the steel roller during the process, preventing the glue from sticking.
- One production step at Motorola involves putting alphabetic characters on a keyboard, then checking to make sure each key is placed correctly. A group of workers designed a clear template with the letters positioned slightly off center. By holding the template over the keyboard, assemblers can quickly spot mistakes.
John Grout presented these examples in "Mistake-Proofing Production," an article written for Production and Inventory Management Journal:
- Trinity Industries Railcar Division workers created a layout jig to avoid having to use a tape measure and chalk to position subassemblies on each car individually. The jig has tops that allow it to be quickly positioned correctly on the car's chassis. Each component that is to be attached to the car has a corresponding cutout on the jig. The jig eliminates two modes of worker error. It eliminates incorrect measurements and inaccurate positioning of parts. It also eliminates the worker vigilance required to ensure all of the components are attached. Omitted parts are made very obvious because an empty space exists on the layout jig. Without the jig, there would be no indication that anything is missing. Once parts are spot welded in place the jig is lifted off and welding is completed. Not only is dependence on worker vigilance reduced, cost savings result from the simplified, accelerated process.
- Binney and Smith, maker of Crayola Crayons, uses light sensors to determine if each crayon is present in each box of crayons they produce. If a crayon is missing, the machines will stop automatically. Producing complete boxes of crayons right the first time is the preferred outcome.
- A mail-order computer company has designed its boxes and packing material to avoid mistakes. The inner flaps of the box bottom have a large brightly colored warning to "Stop! Open the other side." When the correct side is opened, a book titled "Setting Up Your Computer" is on top of the packing material. The sequence of the book matches the arrangement of the contents of the box. Each instruction involves the next item from the box.
- Airplane lavatory lights come on only when the door lock is engaged. This keeps customers from failing to lock the door.
- John Deere produced a gearbox that was assembled without oil, mounted on a machine, and required replacement after factor tests. A team streamlined production with a simple proximity switch that opens after all components were loaded into an assembly fixture. The switch prevents workers from using air wrenches to tighten bolts on the assembly until they cycle an oil gun into the gearbox. After filling the gearbox a solenoid releases the interlock sending air to the wrench. Then workers can tighten cover bolts and send the box to the next station.
- The electrical connectors in one machine control formerly used only three-pin connectors to join each in a series. Labels instructed assemblers which boards went where and which connectors should be joined. But in the field, assemblers connecting and disconnecting them wear or bend the pins, which meant putting on a new plug. Soon the label was gone. The simple solution involved three, four and five-pin connectors that cannot join others and demand a single assembly sequence.
- Ficarra's solution to labels that come off is to machine them into parts, especially when the function is to determine the correct orientation.
- On Varian machines, assemblers are guided by small machined-in pictures that cannot wear off.
SERVICE APPLICATIONS
Poka-yoke can also be applied to service-based organizations. The following is summarized from the paper "Using Poka-Yoke Concepts to Improve a Military Retail Supply System," which was printed in Production and Inventory Management Journal.
While manufacturing typically only considers errors made by the producer, service industries must consider errors from both the server and the customer. Additionally, service organizations interface in many different ways to transfer a service to the customer. Because of the possibility that service errors can be created by both the customer and the server, service poka-yokes are grouped into two categories: fail-safing the server and fail-safing the customer.
SERVER POKA-YOKES
There are three types poka-yoke systems that can be used to fail-safe the server: task poka-yokes, treatment poka-yokes, and tangible poka-yokes.
TASK POKA-YOKES.
Task poka-yokes focus on server tasks and common mistakes servers make while performing the service/task for the customer. A good example of a control-oriented, task poka-yoke is the coin return machine used in may fast-food restaurants. The coin portion of a customer's change from payment is returned automatically through these machines. This takes the control out of the hands of the cash register operator, eliminating errors and speeding up the processing of customers.
TREATMENT POKA-YOKES.
Treatment poka-yokes focus on the social interaction between the customer and the server (i.e., eye contact, greeting). By mistake-proofing/standardizing what servers say and do to customers, managers can reasonably ensure that customers receive proper, fair and consistent treatment. Burger King utilized warning-oriented, treatment poka-yokes by placing "cue cards" at the service point ensuring that servers know what to say the minute they interface with the customer.
TANGIBLE POKA-YOKES.
Tangible poka-yokes attempt to improve the tangible, physical impression and experience for the customer in addition to the direct task of the server (i.e., dirty office, unkempt server, sloppy documents). Motorola uses a control-oriented poka-yoke in the legal department by having a second lawyer inspect all legal work for spelling, presentation, and arithmetic. In this way, the legal department is ensuring that the "tangibles" of the service are satisfactory in addition to the task of the service (legal work).
CUSTOMER POKA-YOKES
Fail-safeing the customer also consists of three of poka-yoke systems: preparation poka-yokes, encounter poka-yokes, and resolution poka-yokes.
PREPARATION POKA-YOKES.
Preparation poka-yokes attempt to fully prepare the customer before they even enter the service. An example of a warning-oriented, preparation poka-yoke is the notice a university sends to each student prior to registration for the next semester detailing the courses he needs to finish his degree. This system could be converted to a control system by having an automated registration process which would not allow students to sign up for classes out of sequence or until all prerequisites are met.
ENCOUNTER POKA-YOKES.
Encounter poka-yokes attempt to fail-safe a customer at a service who may misunderstand, ignore, or forget the nature of the service or their role in it. A good example of a control-oriented, encounter poka-yoke is the use of concrete curbing at an oil& lube shop that directs customers so that they do not/cannot pull the wrong way into the station. This system also assists in the selection process so that customers are not served out of order.
RESOLUTION POKA-YOKES.
Resolution poka-yokes attempt to remind customers of the value of their input to the continuous improvement of a service. A hotel which uses an automated check-out system through the television in each room could attach a few questions to the check-out process to ensure the customer provides feedback on key issues. This would be a control-oriented resolution poka-yoke. Obviously, one of the keys to the success of any customer-oriented poka-yoke is to obtain willing customer participation.
BARRIERS TO IMPLEMENTATION
AND RECOMMENDATIONS
Patel, Dale and Shaw note that there are a number of barriers a firm may face when implementing poka-yoke devices within their system. These include:
- Difficulty in accepting change
- Justification of the investment
- Using inappropriate and ineffective methods
- Time requirements
- Difficulty encountered as a result of continuous process
Stewart and Grout, in an article entitled "The Human Side of Mistake-Proofing," make the following recommendations for the implementation of poka-yoke devices:
- The outcome of the process or routine must be known in advance so as to have a standard for comparison.
- The process must be stable, i.e., outcomes are not changing.
- There must be an ability to create a break between cause and effect in the process so as to provide an opportunity to insert a poka-yoke.
- Environments requiring substantial operator skill are prime locations for poka-yoke devices.
- Environments where training or turnover cost is high are prime locations for poka-yoke devices.
- Environments with frequent interruptions and distractions are prime locations for poka-yoke devices.
- Environments with a consistent set of mixed products are prime locations fopoka-yoke devices.
- The beginning of any process where there are multiple other possible processes that could be initiated are a prime location for poka-yoke devices.
- Locations in the process with similarly positioned or configured parts, controls or tools are prime locations for poka-yoke devices.
- Any point in the process requiring replacement or orientation of parts in order to prevent mispositioning is a prime location for poka-yoke devices.
- Any point in the process where adjustments are made for machine or process setups is a prime location for poka-yoke devices.
John Grout attributed defects to three sources: variance, mistakes, and complexity. Complexity requires techniques which simplify the process while managing variance can be accomplished by utilizing statistical process control (SPC). However, if quality problems are the result of mistakes, poka-yoke devices are the appropriate technique to use. In this case, poka-yoke provide an even more effective quality improvement tool than SPC. Other poka-yoke benefits include reduced training costs and the advantage of freeing workers' time and minds for more creative and value-adding activities.
Circumstances where poka-yoke is not the appropriate response are situations involving high speed production, situations where X-bar (Χ̅) & R charts are effective, and use in destructive testing. Other situations, however, provide opportunities for simple, inexpensive, and fail-safe devices to improve performance. Grout relates the example of Lucent Technologies, which reported that half of their 3,300 mistake-proof devices cost less than $100. However, they estimate a net savings of $8.4 million or about $2,545 per device. Poka-yoke is a most impressive and powerful tool.
Thanks for the brief discription explaining each technique very clearly
ReplyDelete